MC 8830
MC 8830
НАПЫЛЕНИЕ МЕТАЛЛОВ
 MC 8830
MC 8830

 arc
arc


MC 8830

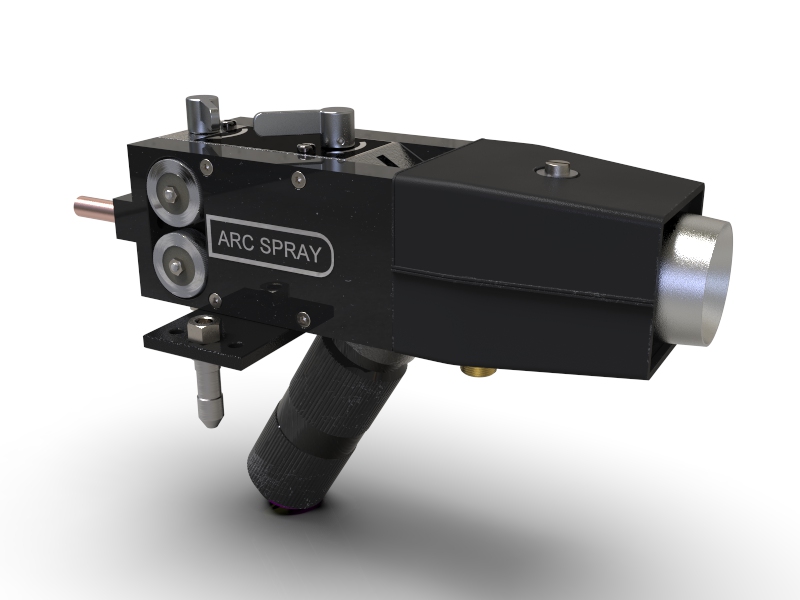
Металлизатор MC 8830
Электродуговой металлизатор MC 8830 с пневмоприводом
Описание
Данное оборудование осуществляет напыление металла на подготовленную поверхность в виде мелкодисперстного распыления расплавленного металла электрической дугой и дальнейшего его переноса на деталь. В результате чего достигается образование на детали слоя с заданными характеристиками (коррозионная стойкость, износостойкость) Во время работы между двумя металлическими проволоками образуется электрическая дуга.. Непрерывная подача проволок в зону схождения осуществляется при помощи механизма подачи проволок, управляемого пневмомотором, расположенном в рукоятке металлизатора. Концы металлических проволок плавятся электрической дугой и расплавленный металл переносится сжатым воздухом на подготовленную поверхность Проволока подается под небольшим углом (около 30°), что обеспечивает узкий факел распыления. Небольшой угол также увеличивает площадь поперечного сечения концов проволоки, находящихся в зоне воздействия дуги. Благодаря этому проволока поглощает больше тепла и стабильность электрической дуги повышается. Сжатый воздух используется как воздушный распылитель: расплавленные капли распыляются в воздухе при выходе из сопла, обеспечивая мелкораспыленную структуру покрытия.
Металлизатор для электродугового напыления представляет собой высокотехнологическое оборудование нового поколения для электродуговой металлизации/ (напыления). Прекрасные технические характеристики устройства позволяют использовать его для нанесения высококачественного, практически безпористого покрытия в требуемых местах.
Как показали недавние исследования, качество покрытия, получаемого при применении электродуговой металлизации, соответствует, а в некоторых случаях и превосходит покрытие, полученное путем газопламенного напыления, а именно:
- НИЗКАЯ ПОРИСТОСТЬ
- ВЫСОКАЯ АДГЕЗИОННАЯ ПРОЧНОСТЬ
- ВЫСОКОЕ КАЧЕСТВО ПОСЛЕ ОБРАБОТКИ ПОВЕРХНОСТИ
- ВОЗМОЖНОСТЬ НАНЕСЕНИЯ ПОКРЫТИЙ БОЛЬШОЙ ТОЛЩИНЫ
- ВЫСОКАЯ ПРОИЗВОДИТЕЛЬНОСТЬ
- ИСПОЛЬЗУЕМАЯ ПРОВОЛОКА 1.6 мм, 2.0 мм, 3,17 мм.
Производительность электродугового металлизатора кг/час:
| Ток (Ампер) | Цинк | Алюминий | Медь | Латунь | Бронза | Сталь | Нержавейка |
| 100 | 10,9 | 2,7 | 7,7 | 7,2 | 6,8 | 4,5 | 4,5 |
| 240 | 22,6 | 5,9 | 15,4 | 14,9 | 14,5 | 10,9 | 10,9 |
| 360 | 33,1 | 8,6 | 23,1 | 22,7 | 21,7 | 16,3 | 16,3 |
Поделиться






Просмотренные


Доставка
Бесплатная доставка по Москве, или до терминала ТК .

Запчасти
В наличие основные запчасти для распространенных горелок

Выездные работы
работы по напылению и пусконаладка.

Техподдержка
Техподдержка на всех этапах
Виды покрытий